塑性加工シミュレーション適用事例シリーズ1-絞り加工
NX Nastran
事例概要
塑性加工は、工具と被加工材の接触を伴いながら成形する加工が主です。中でも、パンチとダイを用いて、金属板から底付き容器を成形する加工法を絞り加工と呼びます。金型の構造や材質、ブランクの形状や摩擦条件など、様々な要素が影響し、成形におけるブランク各部の 応力分布が変化して、割れやしわ等が発生します。本解析例では、角箱形容器の絞り加工例を紹介します。ブランクの初期形状は200×200で、厚さは0.82mmです。ダイは、102.5×102.5のコーナーに半径10mmのまるみがある方形穴を持つ剛体平板です。パンチは100×100の大きさで、段差のある剛体とし、同様にしわ抑えも剛体平板です。図に示すように、対称性から箱の1/2モデルを使い、各部材間にコンタクトを設定しました。
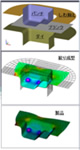

絞り加工過程イメージ図
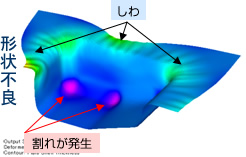
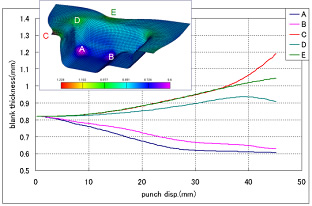
下図は成型後のブランクの形状で、コーナー部と側面部の板に板厚現象が見られます。しわ抑えが弱いため、フランジ部にしわが発生しています。
絞り加工過程イメージ図
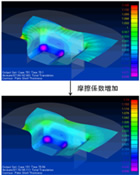
しわ抑え/ブランク、ダイ/ブランク間の摩擦係数を増加させると、フランジ部の引っ張り効果によりしわの発生が大幅に減少しました。
動作ムービー参照
絞り込み量が大きい場合は、フランジ部の引っ張り効果が減少し、側面にゆがみが発生します。引っ張り効果を上げるためにフランジ部を拡大し、さらにコーナー部をカットして引っ張り効果が均一になるようにしました。その結果、ゆがみが改善されました。

動作ムービー参照
動作ムービー
製品に対してのご質問、製品導入のご相談等は、お問い合わせフォーム または 東京本社 へご連絡下さい。